




織布機送經裝置(1511型內送經機構)安裝說明
織布機送經裝置(1511型內送經機構)安裝說明:
織機在生產工作的時候,機器經軸上經紗的送出,是由送經和張力調節機構來完成的。送經裝置分為內送經、外送經,它是指送經裝置在墻板的內側還是外側。此外根據送經機構的外形,可以分為立式送經、臥式送經,根據結構設計又可以分為機械送經和電子送經。
一、裝摩擦鋸齒輪軸B12套件
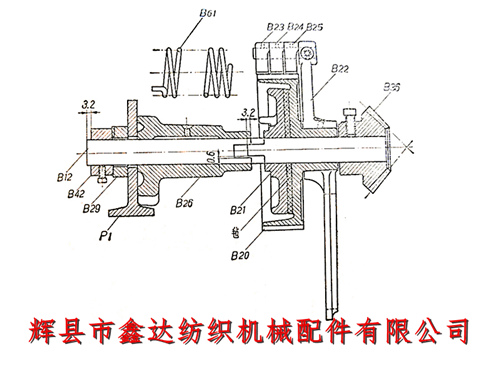
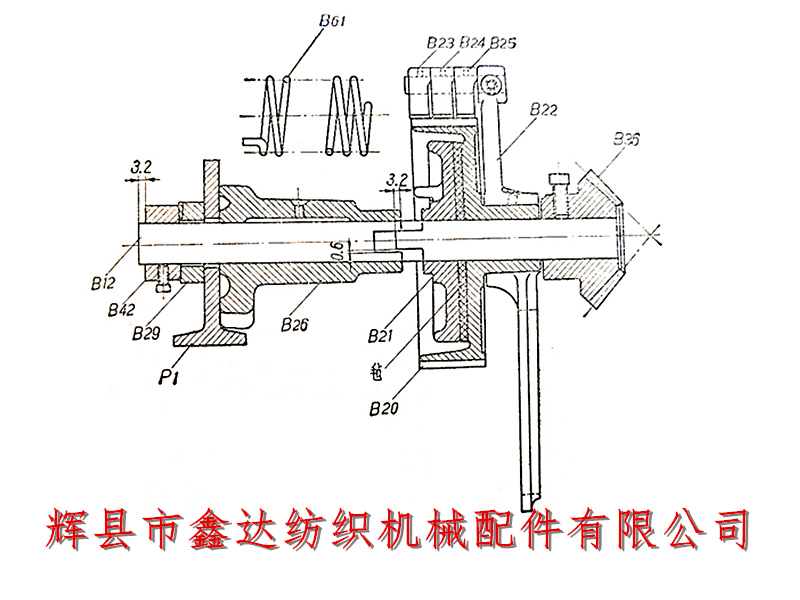
1.先將鋸齒輪軸托架B26裝在墻板P1內側,托架軸孔與圓孔同心,扳緊托架后方一只螺母。將鋸齒輪軸及其附件穿入托架軸孔中,在墻板外側軸端套上 T 形接頭支架B29套件,略緊托架前方一只螺母;
2.將制動盤彈簧B61的一端穿入托架彈簧孔中,另一端套在制動盤B21的凸釘上,使制動盤凸嘴伸入鋸齒輪軸托架缺口內約3.2毫米(1/8吋),再將鋸齒輪緊圈緊定螺釘扳緊。在平裝時因不容易看清這個間距,一般以緊圈B42與鋸齒輪軸端相隔3.2毫米(1/8吋)來確定,如下圖所示;
3.將換梭側的側板導架F5用螺栓穿過搖軸托架后方的第二只孔而固定在墻板上,側板導架彎腳向后,位置垂直,如圖56所示;
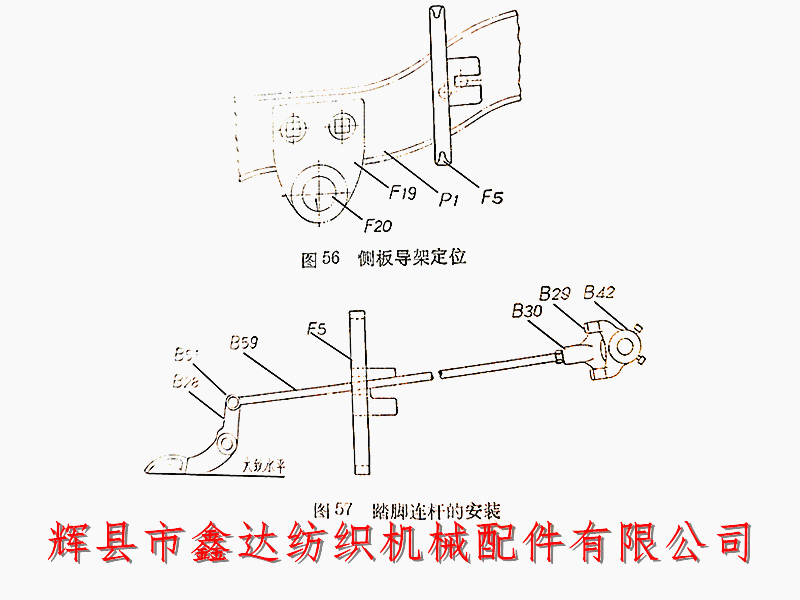
4.將踏腳連桿B59穿過側板導架上部的孔后,把它頭端的螺紋旋入 T 形接頭B30的螺孔。把連桿栓B51穿入踏腳桿B28的孔中,使踏腳桿底面連線大致水平,如圖57所示。檢查 T 形接頭支架上下前后位置,應使它在正常位置和踏腳桿被踏下后,都不與摩擦鋸齒輪軸相碰,再扳緊托架前方一只螺母。如果相碰,應調節 T 形接頭支架的上下位置。
二、裝送經軸B13
1.先將送經軸托架B3裝在換梭側墻板內側,安裝上送經軸(有的織機上有二只托架,另一只裝在開關側墻板上),再將送經軸中托架B16裝在后橫檔上,用定規確定送經軸的前后高低位置。踏盤軸與送經軸的中心垂直距離為58.7毫米,中心水平距離為174.6毫米。在安裝中,送經軸托架應坐實在墻板上;
2.校正送經軸中心,使軸靈活;并復查送經軸的前后位置及水平情況,
送經軸有長短兩種。短軸安裝較方便,但經軸因只由﹣只齒輪帶動,齒輪受力大,故經軸盤邊采用有緊定螺釘固定在經軸管B15上的一種較好。
四、裝送經軸與側軸上的附件
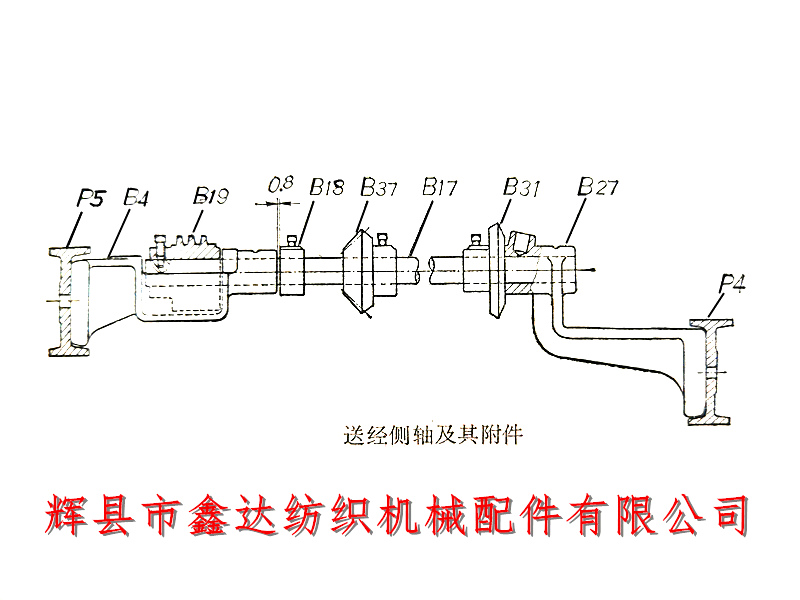
1.在側軸上順序套上大傘形齒輪B31、傘形齒輪B37和緊圈B18,如下圖所示。將側軸穿入后托架和蝸桿B19軸孔內,并注意蝸桿的緊定螺釘應與側軸后端上的螺釘孔對準,扳緊蝸桿的緊定螺釘,再扳緊緊圈的緊定螺釘。側軸的軸向間隙以0.8毫米左右為限。
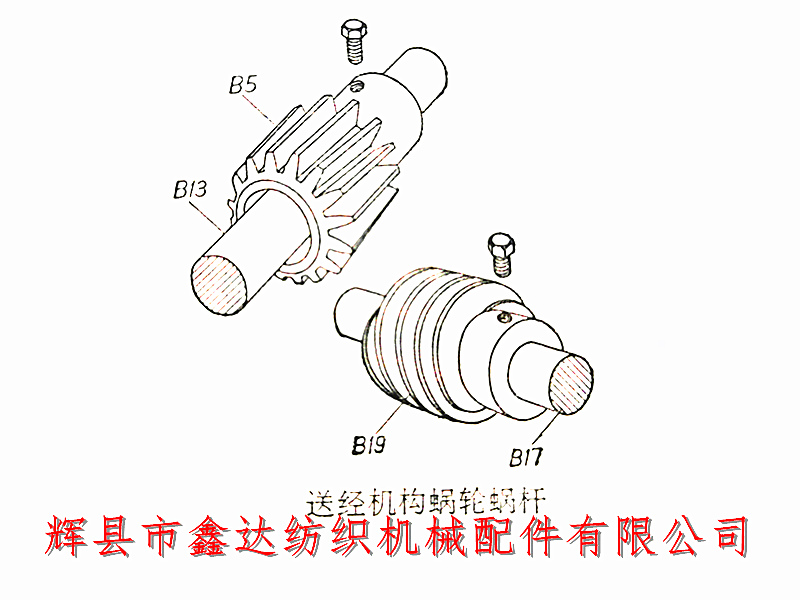
蝸桿有左、右旋之分。在織機送經機構中,左手車采用右旋蝸桿,右手車采用左旋蝸桿。我們必須過細地做工作,切勿粗心大意。如果誤將左、右手車的兩對蝸桿、蝸輪調錯,織機運轉時經軸就要倒轉,無法進行生產。區別左、右手車蝸桿方法是:蝸桿螺紋與正螺釘螺紋一致的,是左手車;反之,則是右手車。另外要注意,蝸桿蝸輪要配對,否則無從嚙合。下圖表示左手車的一對蝸桿、蝸輪;
2.將送經軸從托架軸孔中抽出,順次將緊圈B8、送經小齒輪B6、蝸輪B5和另一只緊圈套上后,再穿入托腳架。使送經軸與托架外側平齊,緊圈的緊定螺釘在鍵槽的同一方向,扳緊螺釘。送經軸的軸向移動不超過0.8mm為宜。蝸輪的緊定螺釘在織機的里檔,送經小齒輪B6的緊定螺釘向外檔,否則將影響小齒輪與經軸邊盤牙齒的正常嚙合,而且也無法扳緊小齒輪的緊定螺釘。
將蝸輪鍵放入鍵槽中,用錘把蝸輪敲入,使蝸輪與蝸桿對齊。
3.固定側軸上的傘形齒輪與鋸齒輪軸上的傘形輪B36,使之相互嚙合。如果嚙合不良,可調節鋸齒輪軸托架位置,使送經側軸中心線與鋸齒輪中心線位于同一水平面上。
4.將蝸輪罩B66和傘形齒輪罩B78裝在側軸后托架上,以防止飛花塵屑落入。罩子不能和蝸輪及傘形齒輪相碰。
- 上一篇:梭子回跳的原因與后果_織布機維修分享
- 下一篇:斜紋織布機開口時間的校正方法
 豫公網安備 41078202000454號
豫公網安備 41078202000454號