




圓筒布織物工藝的特點
一、圓筒布織物工藝的特點,圓筒布織物的生產主要有以下幾個特點:
1.圓筒布制織時,在同一機臺上經紗分成兩個各自互不干擾的系統,分別形成織物的上、下兩層,緯紗投入分開的上層經紗梭口中,轉而再投入下層經紗梭口,如此循環,便形成圓筒形織物。上下兩層織物組織均為平紋組織。圖1為圓筒布緯向剖面圖
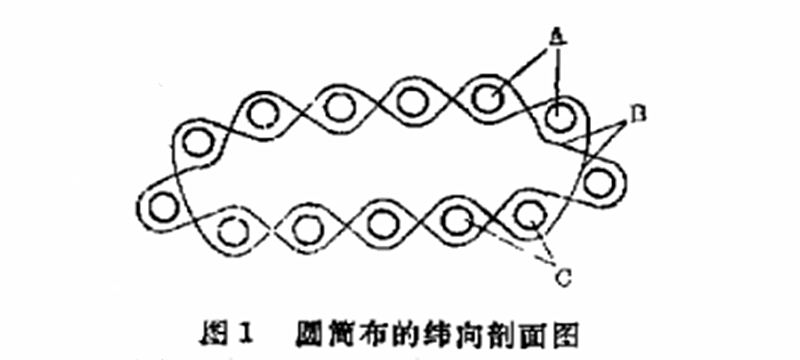
A-上層布經紗,B-緯紗,C-下層布經紗
2.在實際制織時,圓筒布的經向密度為120根/inch,當織下層布時,有75%的經紗處在梭口上部。緯紗容易被既松又密的上片經紗帶住,造成經向一直條松緯縮,據統計,約有85%的緯縮產生在下層布開關側。緯縮織疵有時占總織疵的25.4%左右。
3.圓筒布國外在加工時采用螺旋形開剪,因而要求布邊折縫處經密與本身經密差異不能太大,否則在印染整理后在原折縫處會產生條影。
4.圓筒布采用多臂開口裝置提綜,加上本身開口不易清晰,較容易產生百腳、沉紗疵點。它會使上下層布相互絞連,造成圓筒內不通,給國外用戶在加工開剪時造成大疵布。
5.在制織圓筒布時,下層布的織疵情況擋車工只能等布卷到木輥上時才能看得清楚,因此較難控制。
由上述各種生產特點和因素,造成該布的織疵率較高,生產比較困難。本文針對圓筒布的制織特點,就如何控制和解決質量問題作深入探討。
二、工藝措施
(一)合理設計上機圖
1.組織圖、紋版圖(投梭方向)
當制織下層布時,三片經紗在上,一片經紗在下。上片經紗既密又松,緯紗在投入梭口和打緯過程中極易被上片經紗纏繞帶住造成緯縮。當制織上層布時,只有一片經紗在上,三片經紗在下,緯縮較少,為此,要求緯紗在梭道內的張力在制織下層布時應相對大一些。
由于梭子停在換梭側時,梭子引出的緯紗長度(布邊到梭子瓷眼的距離)要比停在開關側時長,加上換梭側緯紗容易被機件粘繞住,當梭子從換梭側投入梭口時,緯紗張力相對較小,而又不易克服緯紗的反捻回轉勢能,從而造成密集的緯縮,且數量較多,另外圓筒布開口時,上下兩片的經紗每次差異均較大,織口處布面跳動厲害,而且經向密度大,所以不宜采用點啄式斷緯自停裝置,而采用緯紗叉探緯時需碰擊緯紗,若緯紗叉、龍門檔起毛時,還會將緯紗帶住,使梭子在開關側時緯紗退繞較多,當再向換梭側時,緯紗容易起圈,在距開關側布邊8-18cm處產生緯縮(此距離正好與布邊到緯紗叉距離一致)。相比較,開關側投出緯紗的張力要比換梭側投出時大,制織下層布時梭子的兩種投向緯縮織疵比較如表
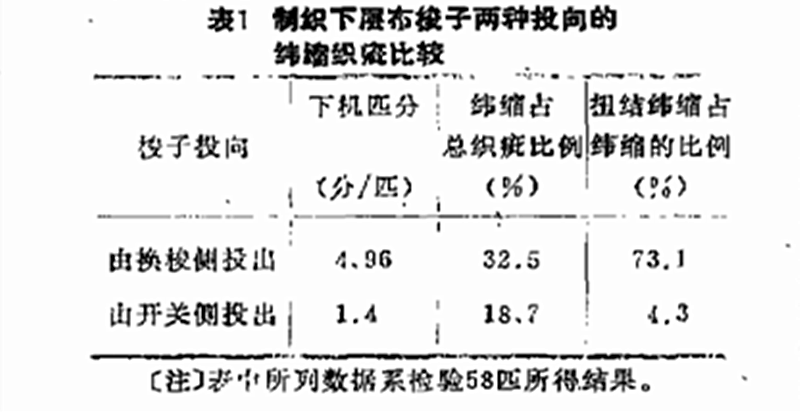
由此可見,制織下層布時梭子由開關側投出來的織疵明顯少于換梭側投出。根據這一情況,對上機圖設計我們作了必要的改進,具體見圖2所示
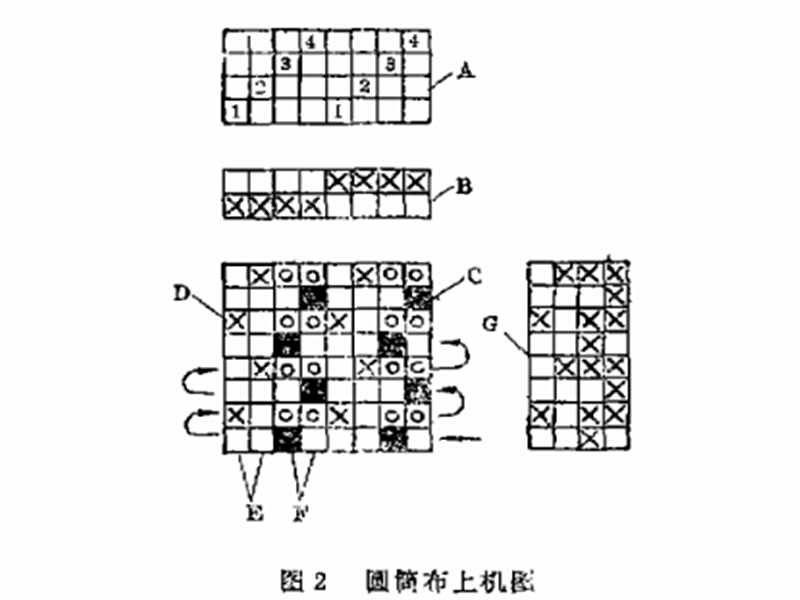
A-穿綜圖;B-穿筘圖;C-換梭側;D-開關側;E-下層布經紗;F-上層布經紗;G-紋版圖
圖2中,X,“口”分別表示下層和上層經紗浮點,“O”表示下層經紗交織時上層經紗浮在梭口上面,不參與交織的組織點。
2.穿綜圖和穿筘圖
同一組的4根經紗應穿在一個筘齒中,便于同一組經紗上下重疊,以減少方眼。上層布的經紗浮在梭口上面的機會占75%,應將其穿在后面兩頁綜框,以增加其開口張力,使上層經紗繃的緊一些,可減少緯縮織疵。

- 上一篇:斷緯自停(緯紗叉)的安裝與維修技術
- 下一篇:GA615織機的多梭箱變換機構
 豫公網安備 41078202000454號
豫公網安備 41078202000454號